1 What flotation really does
Crush & grind the ore until most of the valuable mineral is liberated (60–75 % < 75 µm is typical).
Condition the slurry with surface-active chemicals so that target particles become hydrophobic while gangue stays hydrophilic.
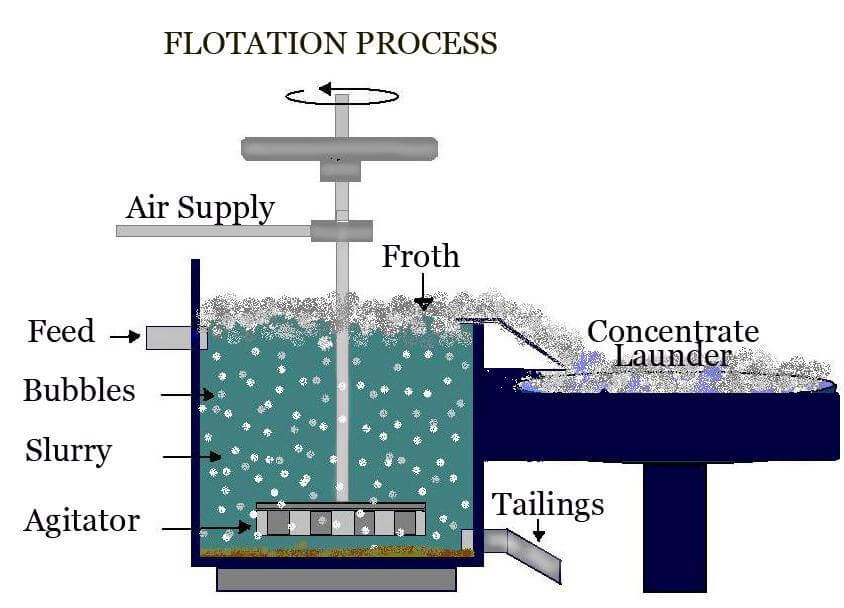
Aerate in an agitated cell; air bubbles selectively attach to hydrophobic grains and carry them upward.
Skim the froth, producing a concentrate that is 5–20 × richer in the metal of interest.
Re-float middlings (cleaners, scavengers) until economic recovery is met; pump tailings to a dam.
The separation hinges on surface chemistry, not density or magnetism.
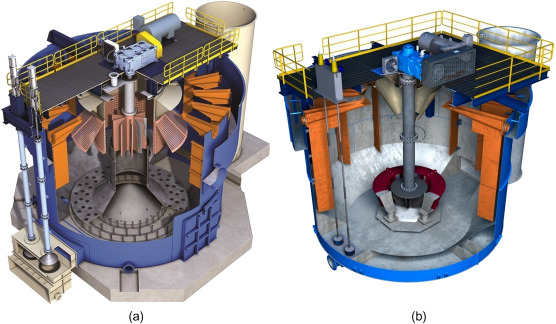
2 Core equipment in a modern plant
| Stage | Key hardware | Typical operating window |
|---|---|---|
| Primary grinding | SAG / ball mill + hydrocyclone | 65 – 75 % solids, P₈₀ ≈ 150 µm |
| Conditioning | High-shear tank, pH & reagent addition | 1–3 min residence |
| Rougher flotation | Mechanically agitated tank cells (20–100 m³ each) | 25–35 % solids, 25–35 °C, pH chosen for collector |
| Scavenger | Larger cells, slower air & impeller speed | Pull last 2–5 % of payable metal |
| Cleaner-re-cleaner | Small cells, higher frother to sharpen grade | Upgrade rougher concentrate to smelter spec |
| Regrind (if needed) | 30–50 µm target to liberate locked values | IsaMill, Vertimill |
| Thickening & filtering | Conventional or high-rate thickener → disc/press filter | 60 % solids underflow; <10 % moisture cake |
3 Main reagent classes
| Purpose | Common reagents | Practical comments |
|---|---|---|
| Collectors (render mineral hydrophobic) | Potassium amyl xanthate (PAX), sodium butyl xanthate (SBX), dithiophosphates, dithiocarbamates | Sb₂S₃ & Au-bearing pyrite respond well to xanthates; dithiophosphates boost Au recovery but raise As penalty. |
| Activators | CuSO₄ for sphalerite, Pb(NO₃)₂ for sphalerite/calcite | Often unnecessary for stibnite. |
| Depressants | Na₂SiO₃, dextrin, CMC, ZnSO₄ | Hold back talc, serpentine, or pyrite when floating Sb alone. |
| pH modifiers | Lime (CaO), NaOH, H₂SO₄ | Sb flotation ~ pH 7–8; Au-pyrite ~ pH 8-10 to depress carbonates. |
| Frothers | MIBC, pine oil, polypropylene glycol | 15–30 g t⁻¹; finer bubbles raise recovery but can carry slimes. |
4 Flowsheet examples
4.1 Bulk Sb concentrate (stibnite ore)
Crush → Grind (P₈₀ ≈ 120 µm) → Condition (lime 7.5, PAX 60 g t⁻¹, MIBC 25 g t⁻¹) → 2× Rougher → Regrind (40 µm) → 2× Cleaner → Thickener → Filter (55 % Sb concentrate).
Overall recovery 90 %, concentrate Sb 55–60 %, As < 0.2 %.
4.2 Gold in massive sulphide
Crush → Grind (P₈₀ ≈ 75 µm) → Bulk Cu-Pb rougher (PAX + dithiophosphate) → Cu cleaner & Pb cleaner split → Regrind → Au-Pyrite scavenger (pH 10, lime) → Fine-grind (15 µm) + cyanide leach of pyrite concentrate
Flotation upgrades sulphides so the downstream autoclave / leach volume is cut by 80 %.
5 Key control levers
| Variable | What happens if you move it ↑ | What happens if you move it ↓ |
|---|---|---|
| pH | Depress pyrite, raise selectivity for Sb & Au; but too high consumes collector | Improves recovery of carbonaceous gangue; concentrate grade falls |
| Collector dosage | Recovery ↑, mass pull ↑, concentrate grade ↓ | Opposite; under-dosing leaves pay metal in tails |
| Air rate | Larger, faster bubbles; can swamp launders | Slim bubbles, better attachment; but shallow froth collapses |
| Pulp density | More collisions, better recovery but higher viscosity | Cleaner froth, lower mass pull |
6 Troubleshooting cheatsheet
| Symptom | Likely cause | Rapid check |
|---|---|---|
| High Sb in tail | Collector too low, pH too high, coarse liberation | Grind curve, assay cyclone over-size |
| Froth too stable & slimy | Excess talc/serpentine, high viscosity | Add depressant or pre-float talc off first |
| Low concentrate grade | Air rate too high, collector overdose | Perform air-rate “sulphidisation” test |
| Arsenic penalty in Sb conc. | Arsenopyrite floating with stibnite | Selective depressant (sodium meta-bisulfite) or pH shift |
7 Environmental & safety notes
Reagent residuals – Xanthates oxidise to carbon disulfide; capture fumes and treat tailings with peroxide or ferric sulphate.
Cyanide stage (if used for gold) – ICMI cyanide code compliance; detox with SO₂/air or Caro’s acid.
Tailings water – Maintain pH > 8.5 to immobilise heavy metals before discharge.
8 Take-aways
Flotation exploits surface chemistry to separate payable sulphide minerals from gangue.
Gold: often a pre-concentration step before oxidative leach. Antimony: main method worldwide for producing 50–60 % Sb concentrate.
Process success hangs on the triad of grinding, reagents, and air control—plus vigilant management of penalty elements like arsenic.
Understand those levers and you can tune any Sb- or Au-bearing ore to hit smelter specs while maximising recovery.